
注 意 事 项
- 机床操作者必须是受过专业培训,并且完全了解机床特性、规格和安全规则。
目 录
一、VMC系列机床面板及显示介绍
1.1 操作和选示单元
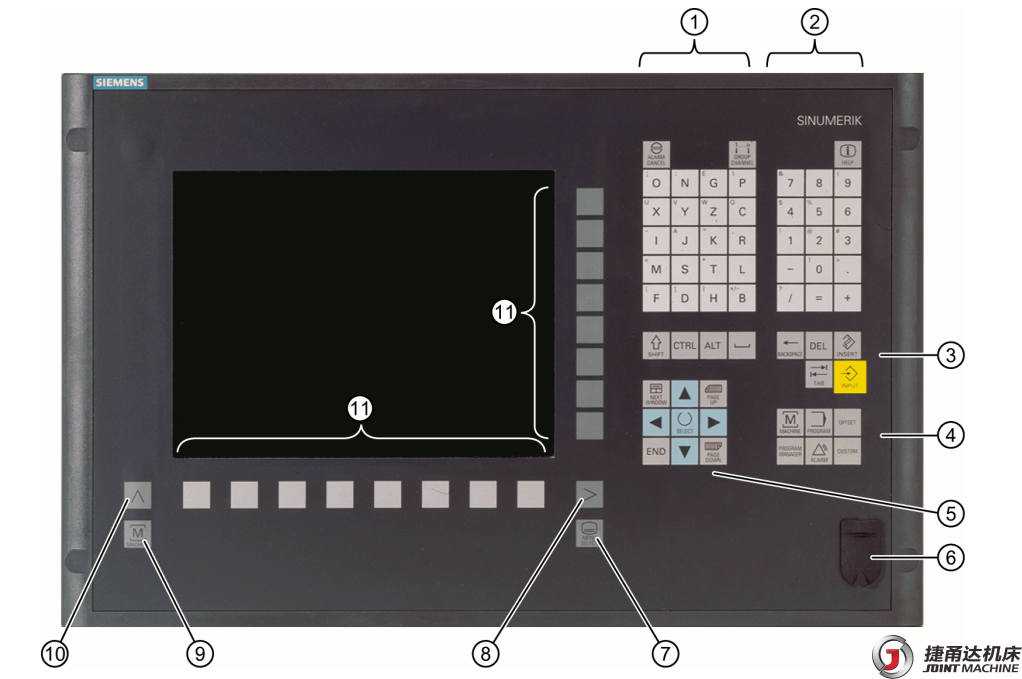
1 字母区
按键时同时按住<Shift>键,可启用按键上的特殊字符以及输入大写字母。
提示:根据控制系统的配置,原则上会写入大写字母。
2 数字区
按键时同时按住<Shift>键,可启用按键上的特殊字符。
3 控制键区
4 热键区
5 光标区
6 USB 接口
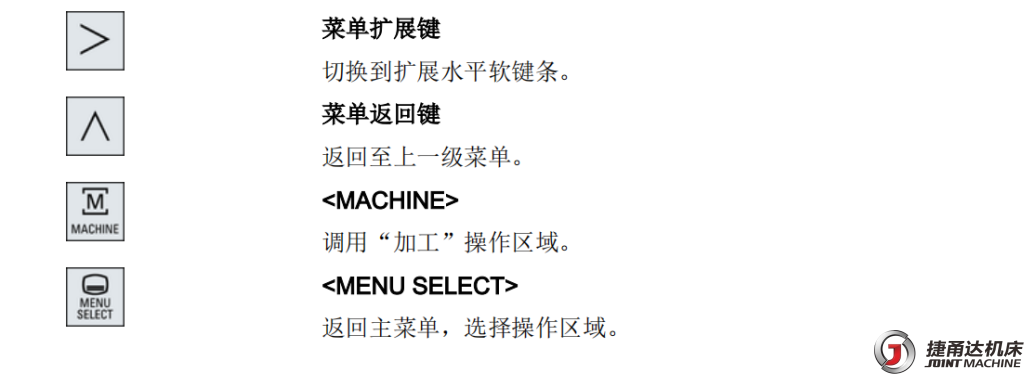
7 菜单选择键
8 菜单扩展键
9 加工区域键
10 菜单返回键
11 软键
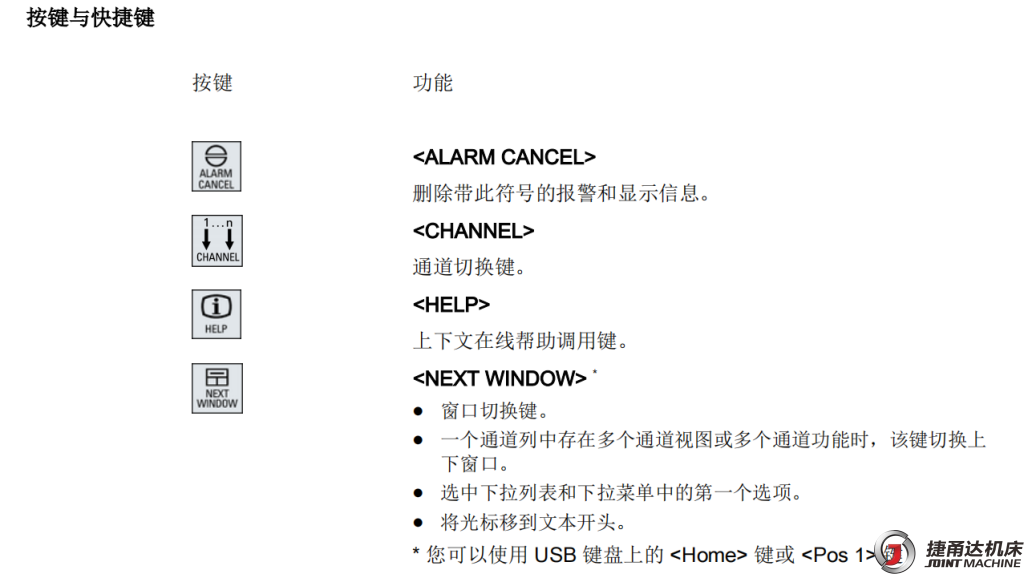
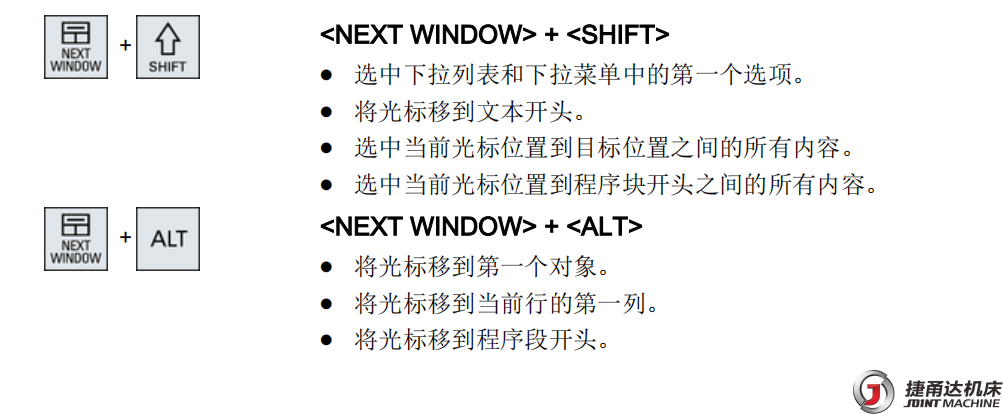
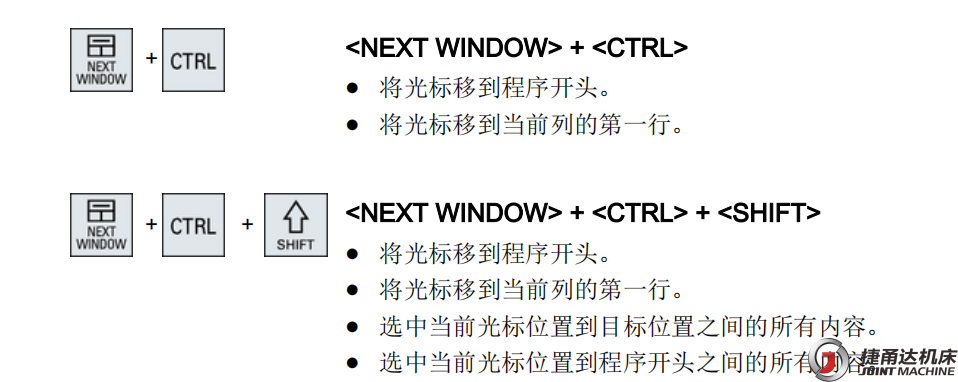
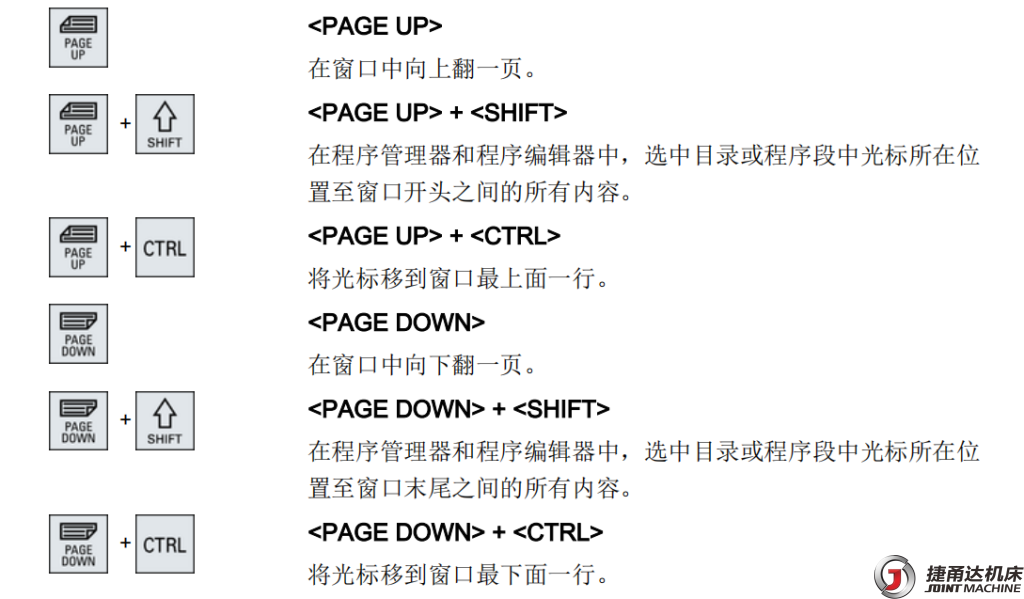
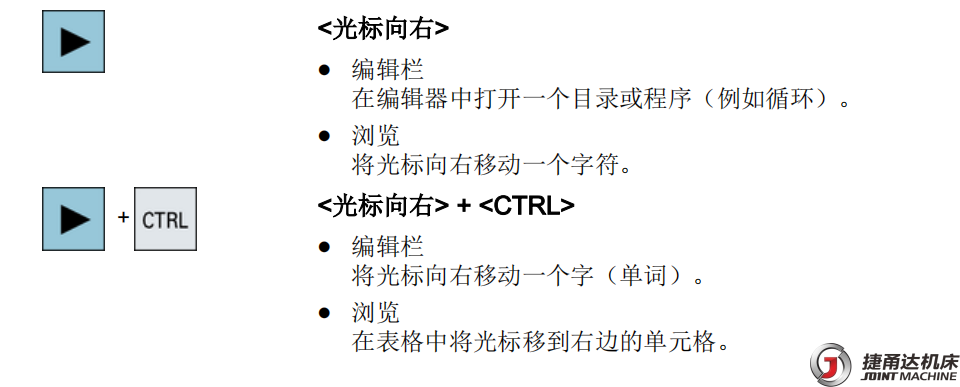
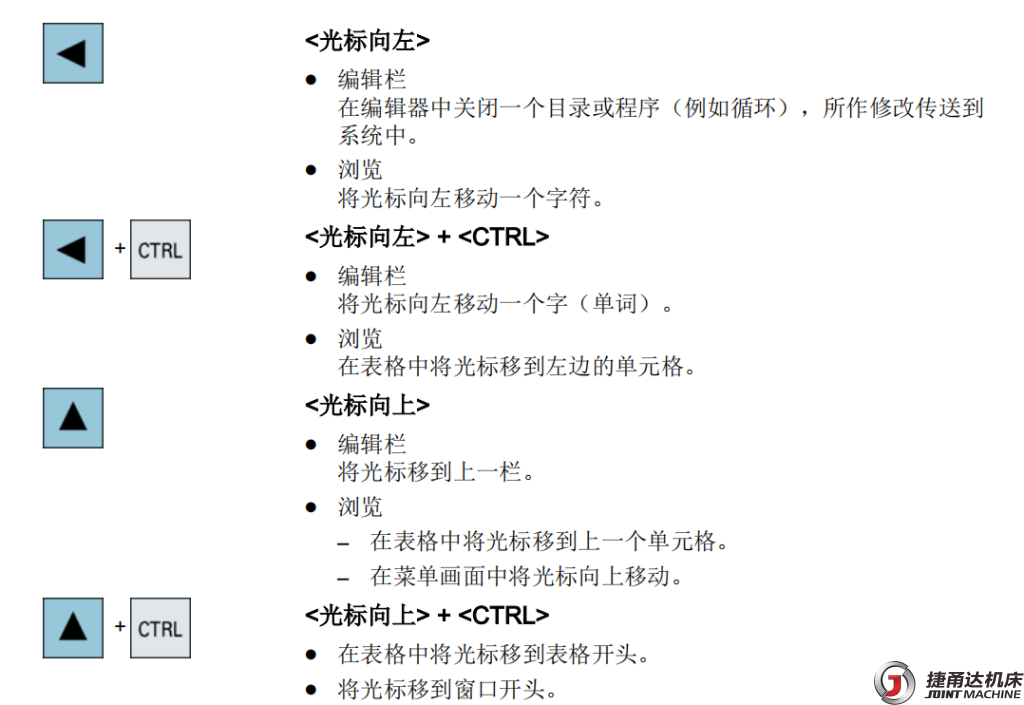
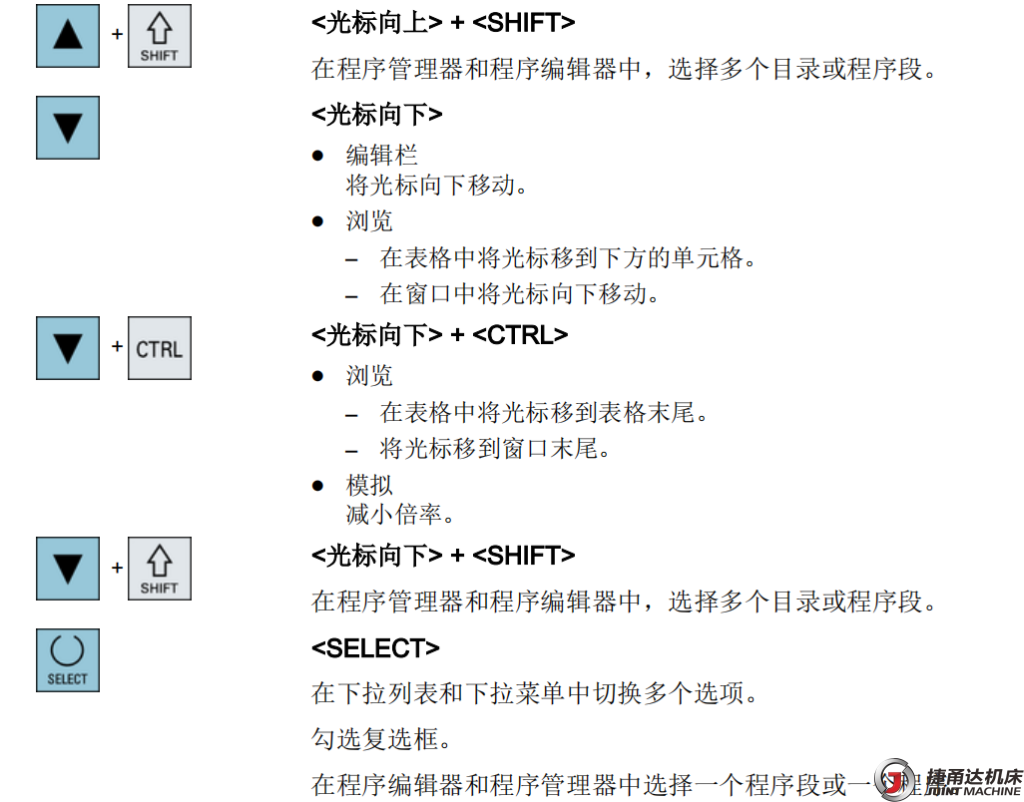
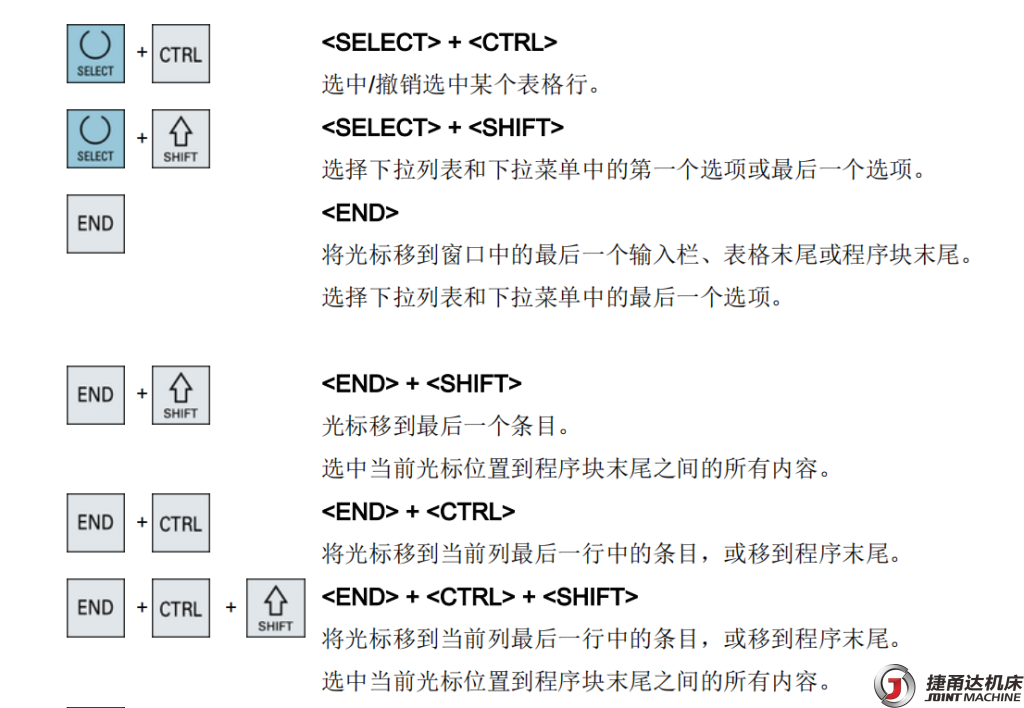
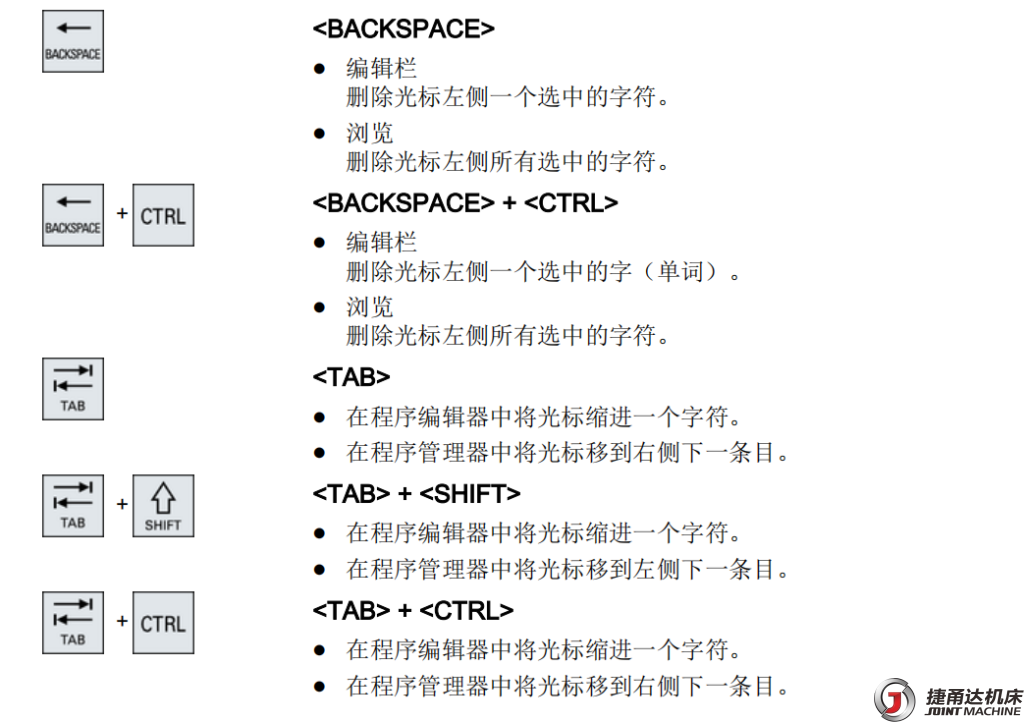
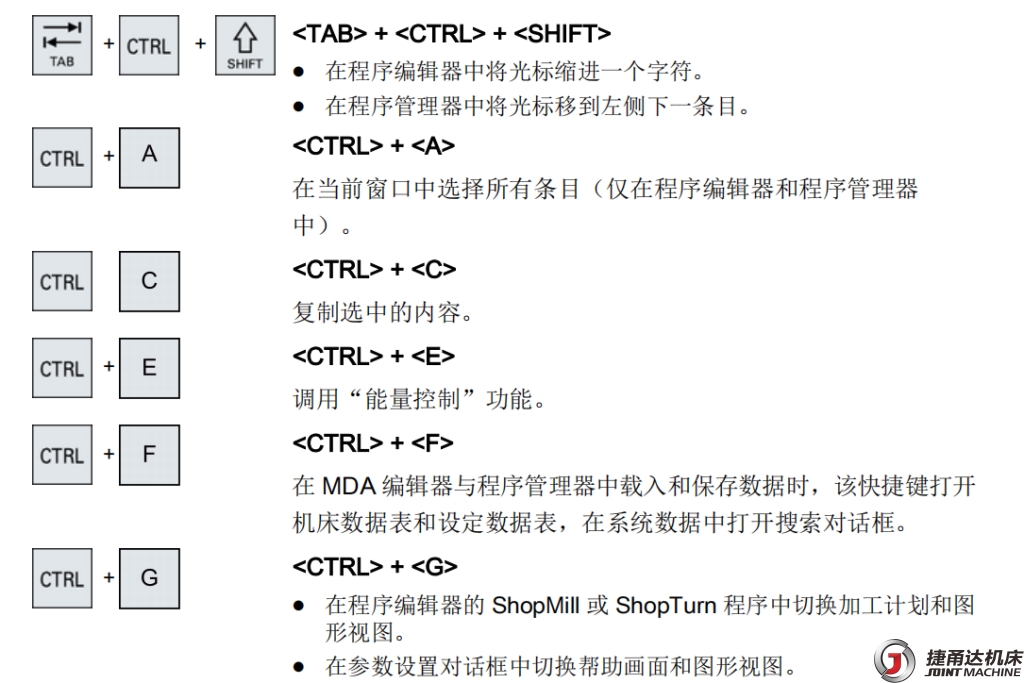
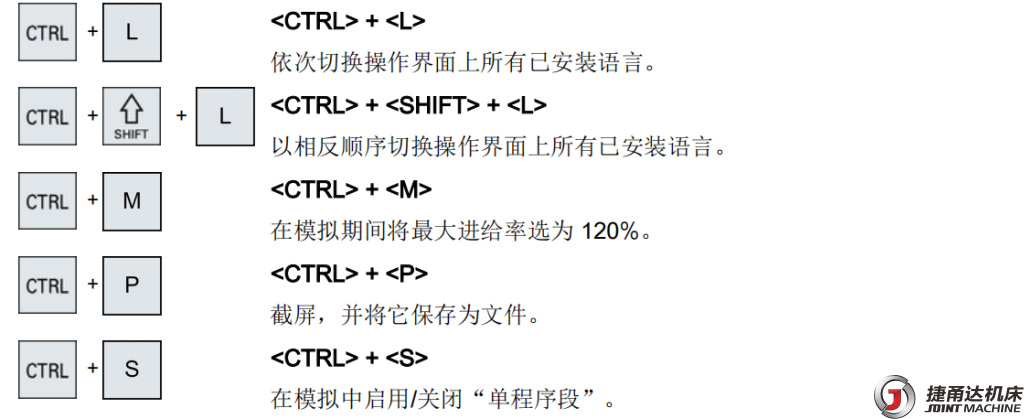
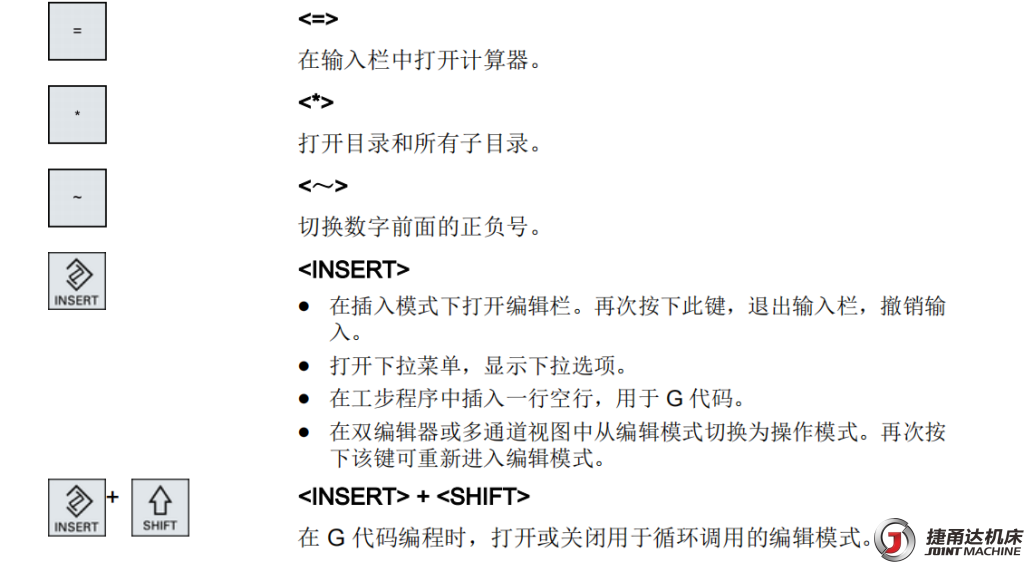
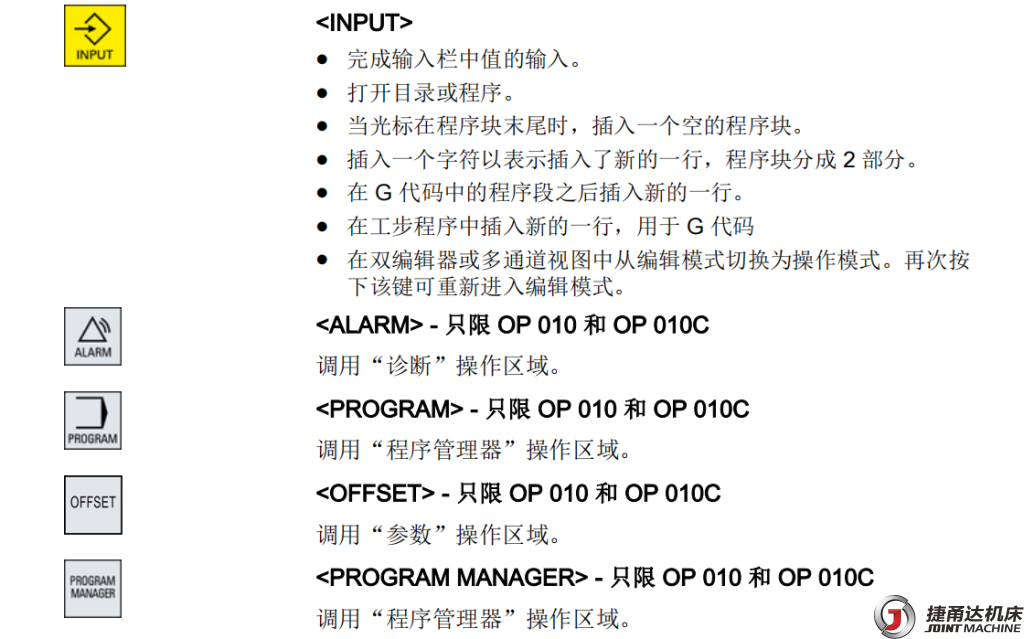
1.2操作面板的按键(以下按键与快捷键可用于操作控制系统和机床)
1.3机床控制面板的操作单元
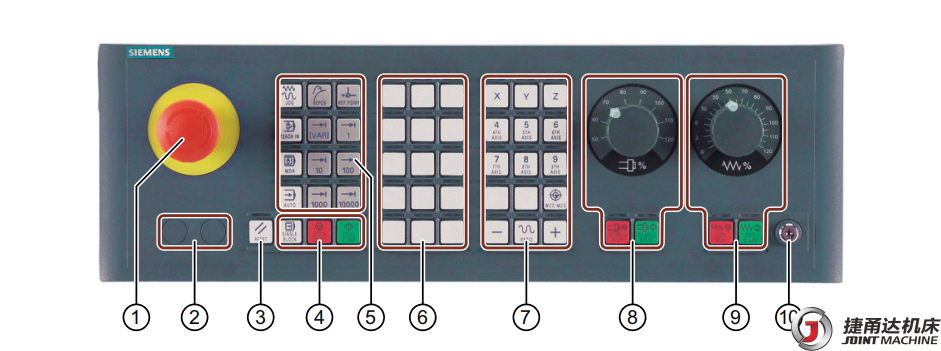
(1) 急停按钮
(2) 指令设备的安装位置(d = 16 毫米)
(3) RESET
(4) 程序控制
(5) 运行方式,机床功能
(6) 用户自定义键 T1 至 T15
(7) 运行轴,带快速移动倍率和坐标转换
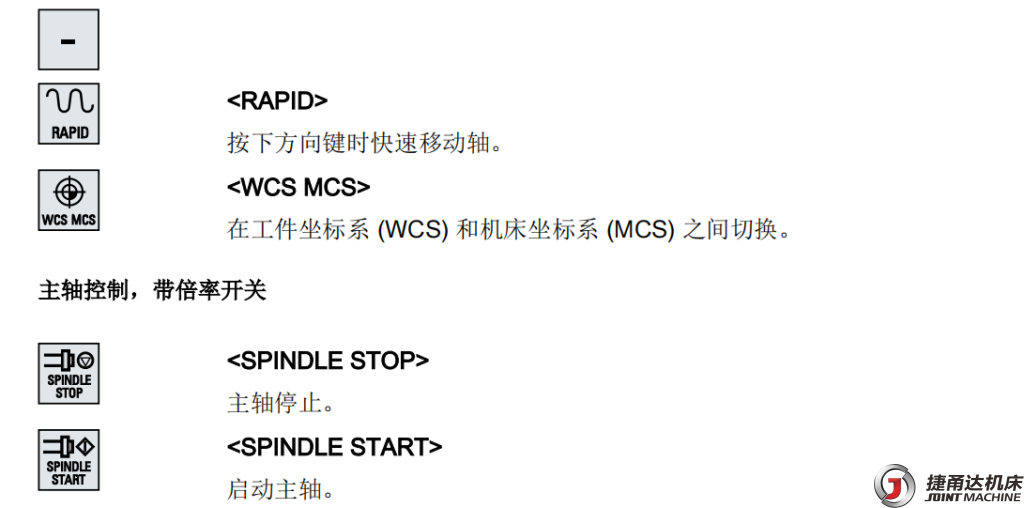
(8) 主轴控制,带倍率开关
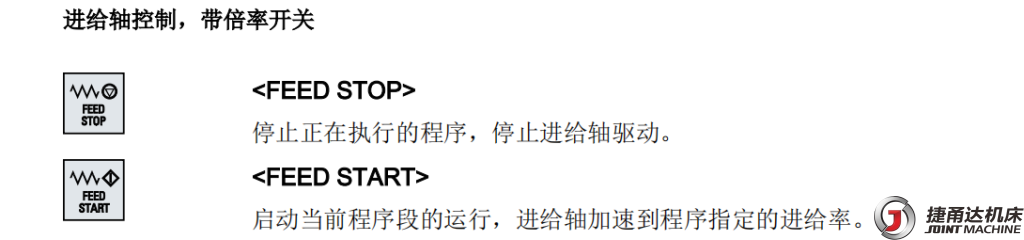
(9) 进给轴控制,带倍率开关
(10) 钥匙开关(四个位置)
1.4操作界面
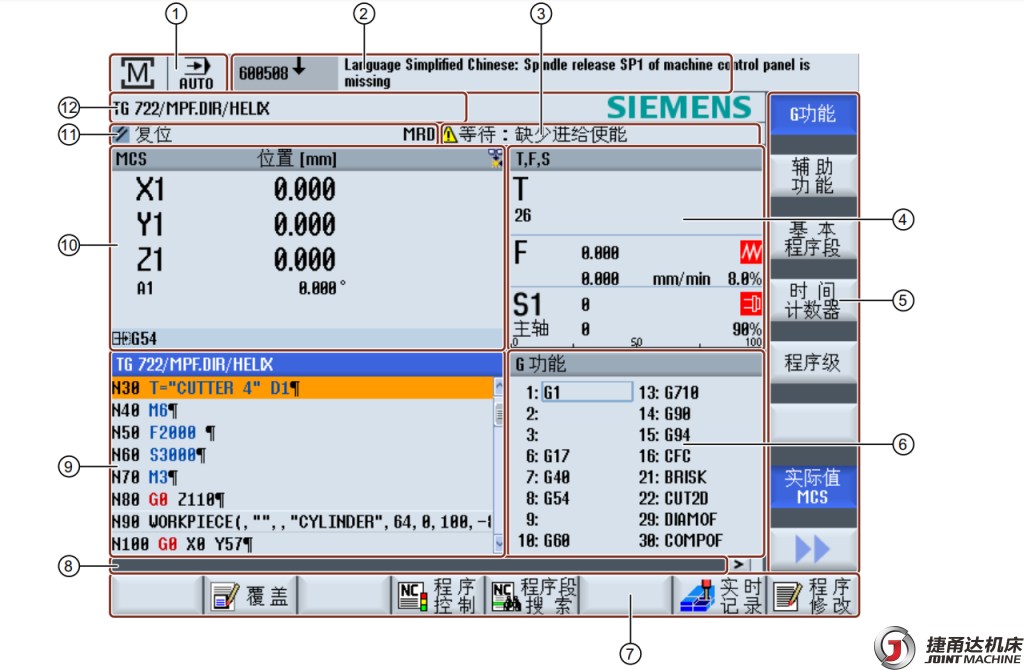
1 有效操作区域和运行方式
2 报警/信息行
3 通道运行信息 显示 以下内容
● 有效刀具 T
● 当前进给率 F
● 当前状态的生效主轴(S)
● 主轴负载,以百分比表示
● 当前生效刀架的名称,显示在空间和平面上的旋转
● 当前生效的运动转换的名称
5 垂直软键栏
6 显示 有效 G 功能,所有 G 功能,辅助功能,以及用于不同功能的输入窗口(例如跳转程序段,程序
控制)。
7 水平软键栏
8 用于传输其他用户说明的对话行。
9 加工窗口,带 程序段显示
10 实际值窗口中的轴位置显示
11 通道状态和程序控制
12 程序名
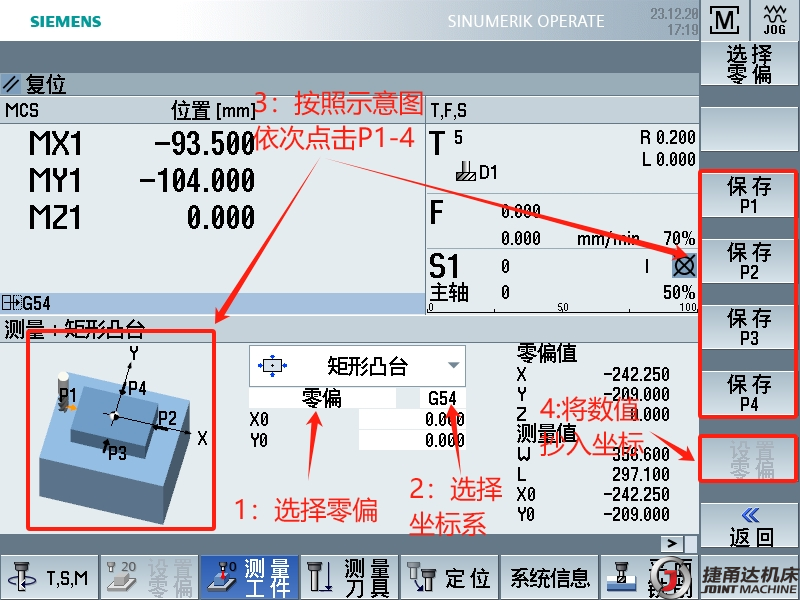
1.7分中操作
- 按
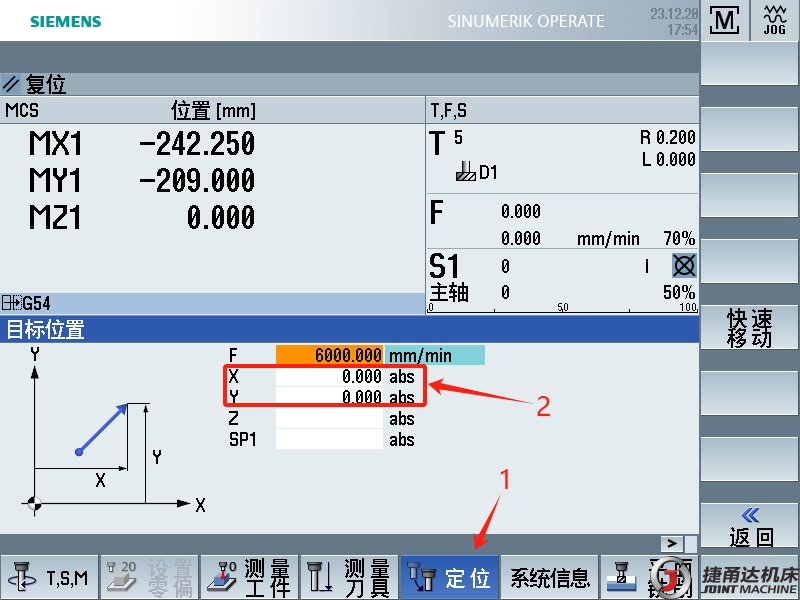
 打开加工界面,按屏幕下方的测量工件选项(图一-1),屏幕右方选择对应的测量模式(四面分中/圆分中等)。开始手轮摇致工件的四边(下例为四面分中模式)分别触碰工件四边,每触碰一边写入对应的P1-P4(图二),所有点均写入后,点击设置零偏将数值抄入坐标(图二),屏幕右下方的零偏值就会更新(图示为G54坐标)。验证分中位置点击屏幕下方的定位选项(图三),X/Y输入0(注意抬高Z轴),按程序启动键
打开加工界面,按屏幕下方的测量工件选项(图一-1),屏幕右方选择对应的测量模式(四面分中/圆分中等)。开始手轮摇致工件的四边(下例为四面分中模式)分别触碰工件四边,每触碰一边写入对应的P1-P4(图二),所有点均写入后,点击设置零偏将数值抄入坐标(图二),屏幕右下方的零偏值就会更新(图示为G54坐标)。验证分中位置点击屏幕下方的定位选项(图三),X/Y输入0(注意抬高Z轴),按程序启动键 ,自动定位到工件坐标中心。
,自动定位到工件坐标中心。

(图一) (图二) (图三)
1.8程序传输操作
1.按![]()
打开程序管理界面,屏幕下方有三个选项分别是系统NC/外置CF卡(程序放置在CF卡执行加工)/外部USB(图四),点击USB选项,光标选中需要的程序,按字母键盘Ctrl+C复制或者右边功能栏复制选项,点击外置CF卡按字母键盘Ctrl+V粘贴或者右边功能栏粘贴选项,显示对应的程序出来,传输完成。
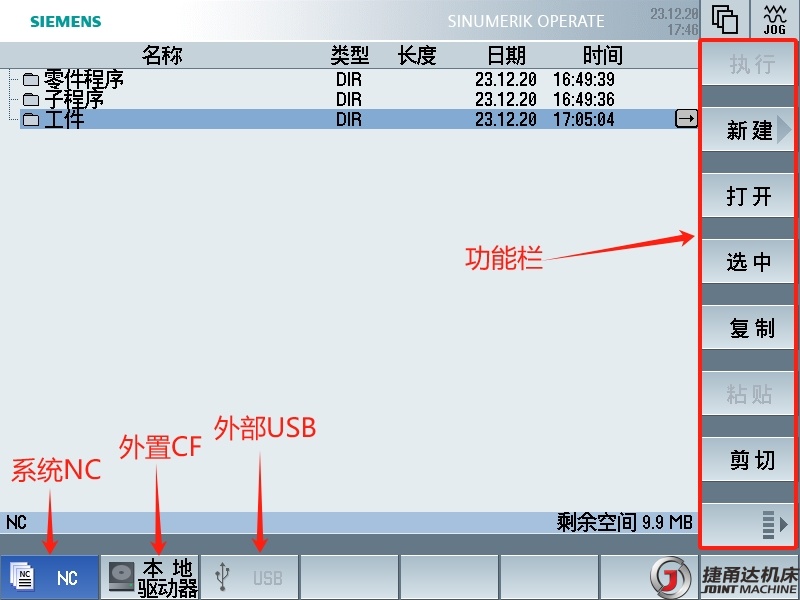
(图四)
1.9刀库对刀操作
当使用刀库时
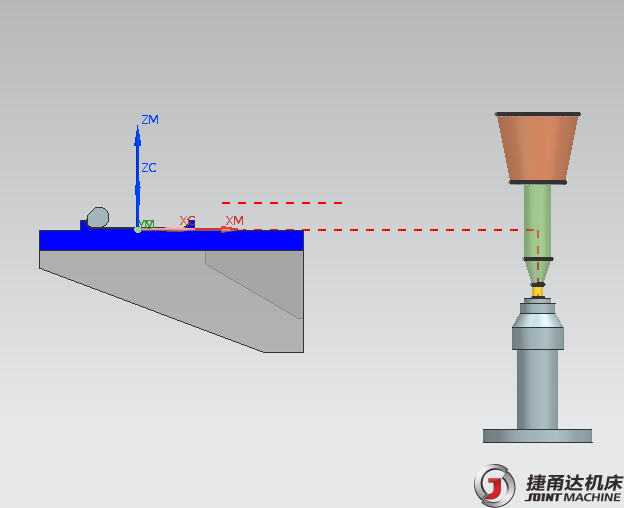
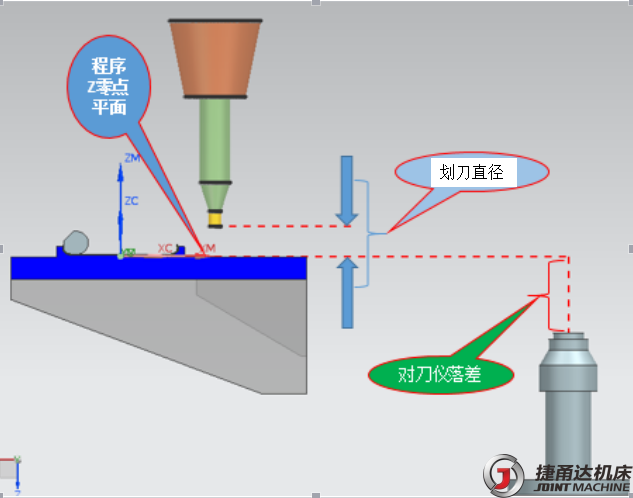
有对刀仪:使用基准刀具执行M35。机床将自动执行对刀,当刀尖触碰对刀仪后会自动将刀长抄入当前刀号的刀补。执行完对刀后,将基准刀具与工件面齐平后,在主界面屏幕下方点测量工件(图五),点击右上方圈住图标(图五),选择Z轴(图六),选择零偏与对应坐标(图六),点击设置零偏(图六),工件零点平面与对刀仪的落差值就会抄入对应的坐标。
无对刀仪:需将每一刀调出,与工件面齐平后,在主界面,点击屏幕下方测量刀具(图七),再点击屏幕右方的手动长度(图七),按屏幕右下方设置长度(图八),刀长就默认抄入当前刀号。


(图五) (图六)
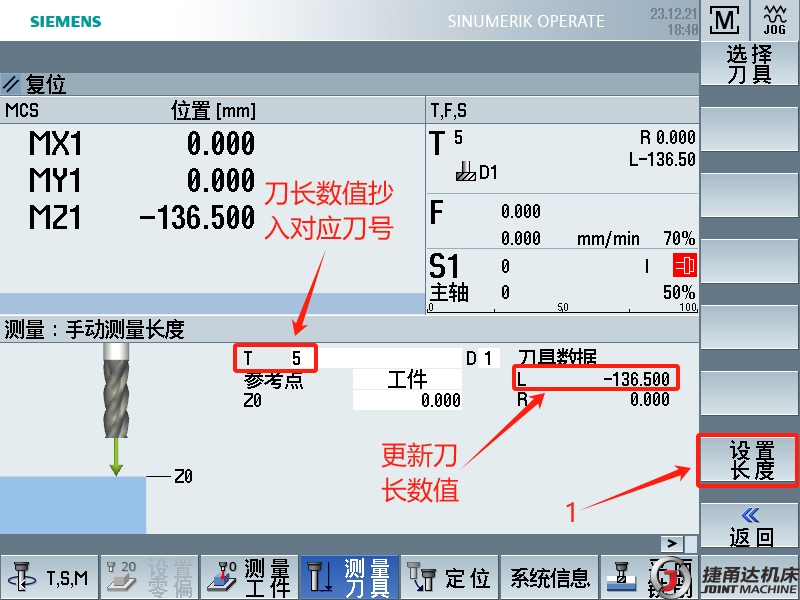
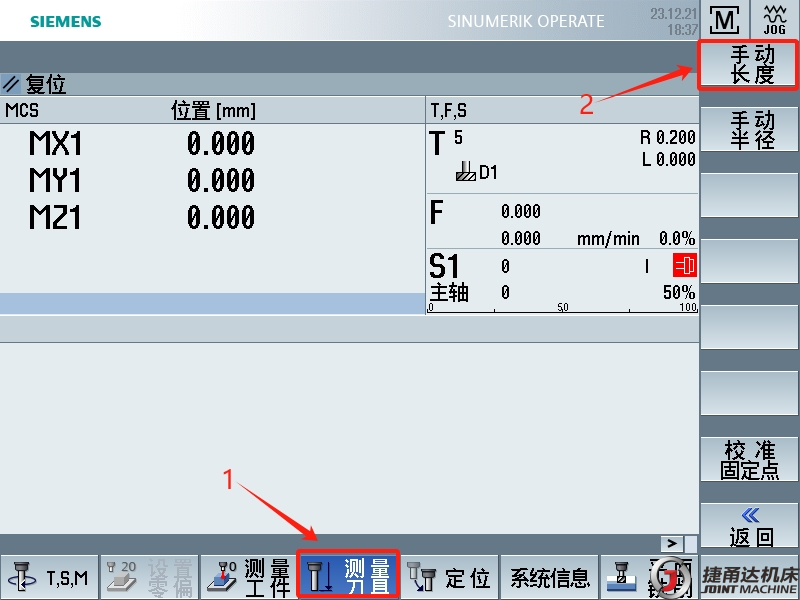
(图七) (图八)
二、气源设定与调整
2.1压力调整与设定元件
2.1.1 气压调整组合
1、制造商:台湾新恭(SHAKO)/亚德客
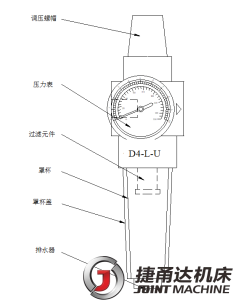
2、型号:D4-L-U
3、外观图:
4、操作及压力设定方法:
1)调压:调整时,请拉起调压螺帽,顺时针方向转动增加压力,逆时针方向转动减小压力,请调整至使用压力5.0 kgf/cm2。并务必将调压螺帽压下固定,在调整压力时,会有微量的泄漏,属正常现象调整后,将不再有此现象。
2)排水:过滤杯内产生的水滴在压力低于0.5 kgf/cm2时,将产生排水现象,也可直接手动直接向上压,此时,空气及水将直接排出。使用时,请注意压力下降,待水全部清除时,排水杆针会自动停止排气。
3)塑胶杯和保护罩:用力向下或向上可快速并容易将杯子装上或拆下,杯子的材质有30%的塑胶和60%的尼龙,此种材质可确保杯子在较粗糙的环境下增加耐力。
5、注意事项
1)进气孔位本体上方箭头标识的地方,不可反向进气。
2)安装时,必须与机床垂直90度固定本体,特别是安装自动排水功能时,否则会造成排水器动作异常。
3)请勿超过10 kgf/cm2以上压力,否则会造成危险。
4)特殊环境使用时,如化学溶剂场所,请务必选用特殊杯,否则易造成杯裂现象。
5)滤芯采用40-micron的铜芯烧结滤芯,当滤芯污浊时需另行购买更换。
三、刀库操作及注意事项
3.1 刀库使用方法
3.1.1刀具装入刀库的方法及操作
当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。具体步骤如下:
1、将需用的刀具在刀柄上装夹好,并调整到合适的尺寸;
2、根据工艺和程序的设计将刀具和刀具号一一对应;
3、手动将装好的刀具的刀柄装入刀库相应的持刀位上。
3.2刀库乱刀后,初始化刀库操作步骤
机床在使用过程中,如果发现刀库上正对主轴的的刀位的号码与操作面板上的“刀库刀号”显示不一致时,说明刀库乱刀,需要进行刀库初始化操作。具体操作步骤如下:
1、观察刀库上的刀位的号码,将刀库号的1号调到与主轴一致;
2、手轮模式下,进给倍率调到0,按“MAG MAN”按键(刀库重整)此时面板主轴刀号为25,刀库刀号为01;
3、断电重启;
4、开机后确认主轴上的刀具以及刀库上的刀具与刀库上刀位一一对应,即可。
3.3刀库使用大小刀时的操作步骤
1、宏参数设置
将#901、#902、#903分别设为大刀号19、21、23,将#905设成1,#906设成25,#907设成25。
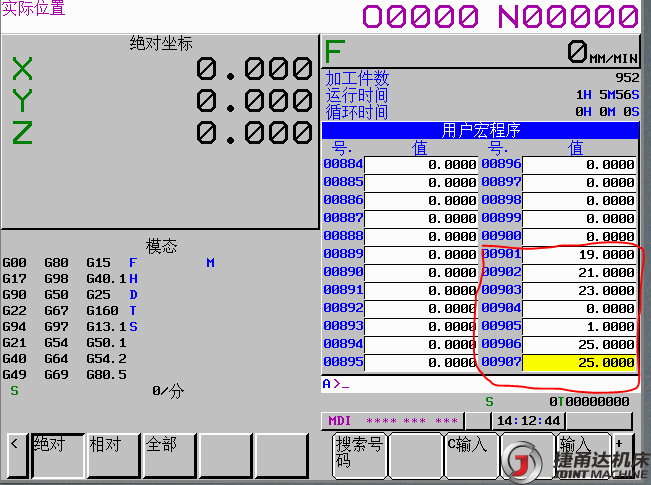
2、 设置K参数
只需将K6.1设为1即表示开启大小刀功能(如果不使用大小刀功能,将K6.1设为0,刀库初始化后即可正常使用)。
注意:该版本只供设3把固定的大刀T19、T21、T23,且相邻刀套T18、T20、T22、T24为空刀套,不能装刀,装上也会被忽略。
{kind=link}