
在发那科系统CNC中,加工产品时候,会碰到加工的牙孔通规不过,但是牙孔也没有乱牙情况,往往是攻丝误差过大造成,这时候可以通过调整系统参数,提高攻丝品质。
01—加工参数
检查加工参数和丝锥品质:
首先检查加工参数是否合理,包括底孔参数、丝锥品质和是否选对型号,以及攻牙螺距参数等,先排除机床之外的干扰因素。
02—机床参数
调整增益,加、减速时间常数:
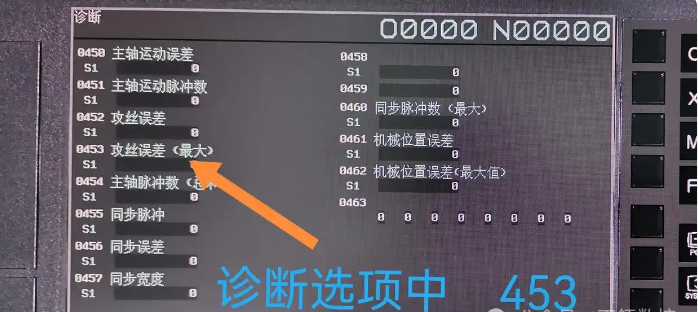
按下操作面板的“SYSTEM”键,找到“诊断”,输入453,“搜索号码”,找到“攻丝误差最大值”界面。
03— 攻丝测试
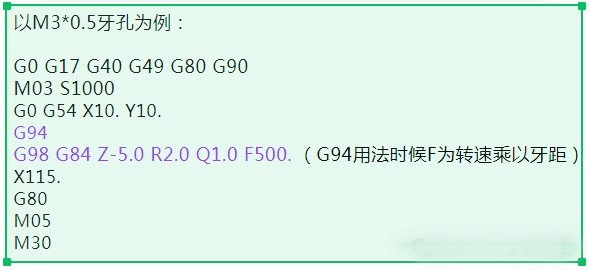
在MDI界面中输入攻丝测试程序:
在MDI模式下,跑攻丝程序测试,看攻丝误差最大值(误差越小越好),如果误差值过大,就需要调整系统参数。
04— 调试步骤
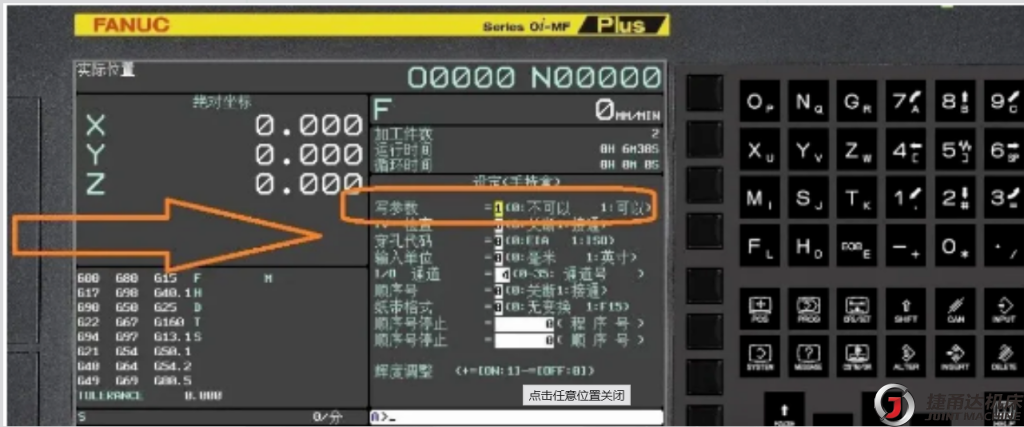
把写参数打开调整参数:操作机床SET按键,将系统切换到“设定”界面,将“写参数”选项的0改写成1,如图所示。
05— 相关参数调试
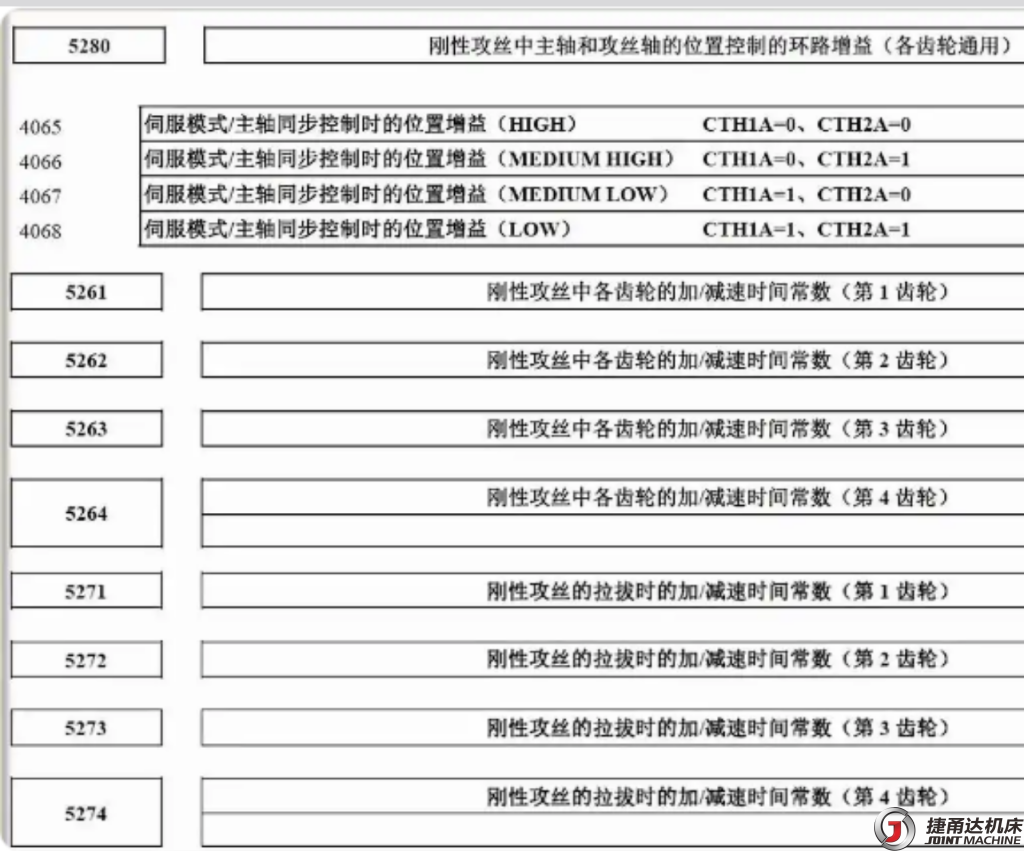
调整参数#5280、#4065、#5261:按下“SYSTEM”键,按“参数”,搜索参数编号5280和4065,把两个参数值设置成一致,提高加减速时间常数5261,再空运行攻丝测试程序,把攻丝误差值调整到最小。
06— 整体总结
空运行攻丝程序,查看诊断里面453数值。
如果453数值过大,调整5280——5284和4065——4068的值。
如果诊断中452值,在运行刚性攻丝测试程序中过大,调整5261——5264的值。
通过调整使得453不大于1,450小于200即可。
{kind=link}